
SERVIÇOS DE SOLDAS EM TUBOS E CONEXÕES PEAD EM TERMOFUSAO/TOPO
Utilização:
Este documento foi escrito com a intenção de ser utilizado como um passo a passo para o processo de solda topo em tubos e conexões de PEAD termofusão, usando equipamento de fusão McElroy. Este documento não é abrangente e nem se destina a ser um substituto para o treinamento apropriado. Consulte as normas vigentes e o manual do equipamento para soldas termofusão e eletrofusão para mais informações. Sempre garanta que os soldadores estejam devidamente treinados e qualificados antes da soldagem em linhas que serão colocados em serviço, ou que estão atualmente em serviço.
Visão geral
-
-
-
- Antes de começar
- Preparação do local
- Limpeza / Alojar o tubo / Braçadeira
- Faceamento
- Alinhamento
- Aquecimento
- Fusão
- Resfriamento
- Inspeção
-
-
Antes de começar
Realize uma avaliação do estado de funcionamento do seu equipamento. Isto deve ser feito de acordo com a lista de verificação “Check List”, contida no manual de operações da máquina. O manual deve ser guardado com a máquina e também está disponível online em www.mcelroy.com .
Preparação do Local
A soldagem de tubos pead por termofusão varia de acordo com cada aplicação em particular, porém existem regras gerais a serem seguidas:
- Posicione a máquina de solda tubo PEAD no canteiro de obras. O processo de solda topo PEAD deve ser protegido contra elementos como o vento, neve e chuva. Proteja o local, pois pode levar à contaminação na solda.
- Máquinas e suporte de tubo devem ser colocados em linha um ao lado do outro. Isto é fundamental para o desempenho da máquina. Se não o fizer de forma correta, poderá resultar em uma resistência excessiva, em problemas de alinhamento e danificação do equipamento. Os suportes de tubo devem ficar em ambas as extremidades da máquina de soldagem por termofusão e com a altura ajustada à linha de centro da máquina. Assim, o tubo soldado poderá normalmente ser puxado entre as braçadeiras sobre os roletes.
- Instale os insertos adequados para o tubo Polietileno (PEAD) soldado a ser soldado.
- Ligue o aquecedor definindo a temperatura adequada. O termômetro interno é apenas para referência. Use um medidor de temperatura para assegurar que o aquecedor tenha uma temperatura na superfície entre 210∞ − 230∞ Celsius (400∞ e 450∞ Fahrenheit).
Limpeza / Acomodar o Tubo PEAD / Braçadeira

- Limpe qualquer lama ou sujeira nas extremidades do tubo. Isto deve incluir tudo (dentro e fora), três polegadas da extremidade do tubo termoplástico (PEAD). Se for necessário o uso de água para limpeza, o tubo deve ser secado com um pano de algodão limpo antes de iniciar o processo de solda topo por termofusão.
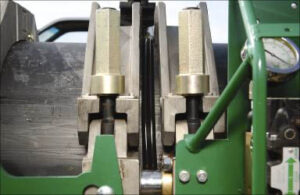
- Coloque o tubo na máquina. Aperte as braçadeiras externas para agarrar o tubo. As braçadeiras interiores serão utilizadas para fixar o tubo e alinhar as diferenças de altura das suas extremidades.
- Confira se o aperto das braçadeiras é suficiente para manter um aperto firme no tubo durante o processo de fusão.
Nota: algumas máquinas exigem uma chave para apertar as braçadeiras de fixação, outras possuem apertos manuais e também tem as de aperto hidráulico. Verifique qual o modelo de sua máquina e proceda de forma correta a fim de evitar danos à máquina.
Faceamento do Tubo Polietileno (PEAD)

- Desloque o seletor de válvula para fechar o carro e ajuste a pressão. Não há uma pressão de ajuste pré-definida para facear, vai depender de vários fatores, incluindo tamanho do tubo/SDR, e arraste. Como regra geral, deve ser utilizada a menor pressão possível. Não tente acelerar o processo, aumentando a pressão, pois isso pode danificar o faceador.
- Insira o faceador e ligue.
- Aproxime as extremidades do tubo para iniciar o faceamento, acionando a alavanca de fechamento, e vá aumentando lentamente a pressão na válvula de controle de pressão.
- Facear as extremidades do tubo até que o faceador encoste seus “batentes” de encosto contra as braçadeiras inferiores. (Comumente chamado de ponto de parada)
- Pare o faceador.
- Abra o carro.
- Remova o faceador. Não toque nas bordas faceadas dos tubos de Politileno durante a remoção das aparas com as mãos, pois isso pode contaminar as superfícies dos tubos. Usar papel toalha descartável para a remoção final de pequenos detritos. Certifique-se de que a área está livre de qualquer contaminação (pequenas partículas do material faceado que tenham ficado na face dos tubos PEAD poderão entrar na junção da solda e contaminar – se não forem completamente removidas).
- Certifique-se de que, pelo menos, uma fita completa foi removida a partir de cada extremidade do tubo. As extremidades do tubo devem estar planas. Se houver pedaços de fita que ainda estão grudadas nas faces ou se observar falhas nas áreas faceadas, as extremidades do tubo deverão ser faceadas novamente
Alinhamento do tubo PEAD na máquina de termofusão

- Aproxime as extremidades dos tubos PEAD até se tocarem. Verifique o alinhamento/com uma chave de fenda, caneta etc. Não use os dedos para verificar o alinhamento de máquinas hidráulicas.
- Alinhe as extremidades dos tubos. Isto é feito através do aperto da braçadeira no lado mais alto da extremidade do tubo. Aperte até que seja alinhado.
- Uma vez feito o aperto para corrigir o alinhamento, um novo faceamento deverá ser feito.
- Verifique se há escorregamento do tubo.
- Mantenha as extremidades do tubo encostadas até a inserção do aquecedor para evitar a contaminação.
- Meça o arraste.
- Calcule a pressão do solda tubo PEAD teórico para o tamanho do tubo, SDR, e cilindro da máquina TEPA (total efetiva área de pistão). Adicione pressão e arraste para manométrica teórico para calcular a pressão de solda do tubo PEAD. Pode ser usada uma tabela de referência obtida com o fornecedor ou o App McCalc no Smartphone.
- Ajuste a pressão de Solda na válvula de pressão no bloco de manifold.
Nota: os passos 6-8 não precisam de ser repetidos, a não ser que haja uma alteração para o tamanho do tubo, SDR, comprimento etc.
Aquecimento para solda tubo PEAD

- Verifique a temperatura da superfície do aquecedor com um pirómetro. A temperatura deve ser verificada no mesmo círculo onde as extremidades do tubo irão tocar. A temperatura deve estar entre 210∞ − 230∞ Celsius (400∞ e 450∞ Fahrenheit).
- Limpe o aquecedor com um pano de algodão e/ou papel toalha limpo.
- Abra o carro até que haja espaço suficiente para colocar o aquecedor entre as extremidades do tubo.
- Instale o aquecedor sobre a haste de guia com a barra de descolar sobre as braçadeiras interiores.
- Com a válvula seletora em posição “fusão” feche o carro encostando os tubos contra o aquecedor.
- Assim que uma pequena indicação de uma massa fundida aparecer em volta de ambas as extremidades do tubo, mudar o Seletor de válvula para aquecer.
- Espere até que a pressão de pré-aquecimento caia para pressão de aquecimento. É aconselhável aguardar alguns segundos adicionais para assegurar que a pressão caiu completamente.
- Desloque a válvula de controle do carro em ponto neutro.
- Permita que as extremidades do tubo aqueçam e absorvam o calor até atingir o tamanho desejado do cordão. Consultar a NORMA de fusão utilizada para obter informações do cordão após aquecimento.
Solda topo / termofusão em tubo PEAD
- Com a válvula de controle de movimento na posição neutra, deslocar a válvula seletora para a pressão de fusão.
- Abra o carro.
- Assegure-se que as barras separadoras desgrudem das bordas dos tubos para retirar o aquecedor deles.
- Remova o aquecedor.
- Com o carro ainda aberto, olhe rapidamente as extremidades do tubo para assegurar que as áreas de solda dos tubos estão uniformemente derretidas, não tenham deformações na face aquecida e estejam livres de qualquer contaminação. No caso em que houver um problema com qualquer um desses fatores contaminantes, aborte a solda.
- O tempo de abertura/fechamento deve ser o mais rápido possível (ver tabela). O Tempo de “abrir/fechar” é definido como o tempo que decorre desde a abertura inicial do carro até ao ponto em que o mesmo é fechado e a pressão de fusão é atingida.
- Fechar o carro formando a fusão.
Resfriamento

-
-
- Verifique o tempo de resfriamento sob pressão na máquina na tabela de solda fornecida ou no App McCalc do Smartphone
- Retire o tubo da máquina após o tempo de resfriamento
-
Inspeção da solda termofusão PEAD
O método ideal de inspeção é a utilização da leitura do relatório no DataLogger em conjunto com a inspeção visual. Consulte o Manual de Operações para uso DataLogger.
A solda deve ser avaliada com o seguinte critério:
1. Uniforme e dupla ao redor do tubo.
2. Não tenha fissuras visuais.
3. Sem contaminação visível.
4. Cordão de solda final está dimensionado corretamente.
Se houver qualquer problema com a solda, esta deverá ser cortada e o processo deve ser iniciado novamente. A regra de ouro é: “em caso de dúvida, pare o processo.”

